
การออกแบบตัวยกเป็นส่วนสำคัญของกระบวนการหล่อ ทำให้มั่นใจได้ว่าการหล่อจะปราศจากข้อบกพร่อง เช่น โพรงการหดตัวและความพรุน ตัวยกหรือที่เรียกว่าตัวป้อน ทำหน้าที่เป็นแหล่งกักเก็บโลหะหลอมเหลวที่หล่อเลี้ยงในขณะที่แข็งตัวและหดตัว
การออกแบบไรเซอร์สำหรับการหล่อเหล็ก
In การหล่อการลงทุนเหล็กวัตถุประสงค์หลักของการออกแบบไรเซอร์คือเพื่อให้แน่ใจว่ามีการป้อนเหล็กหลอมเหลวอย่างเพียงพอเพื่อชดเชยการหดตัวตามปริมาตรระหว่างการแข็งตัว เหล็กมีแนวโน้มที่จะมีอัตราการหดตัวสูง การออกแบบไรเซอร์ที่มีประสิทธิภาพจึงเป็นสิ่งสำคัญ
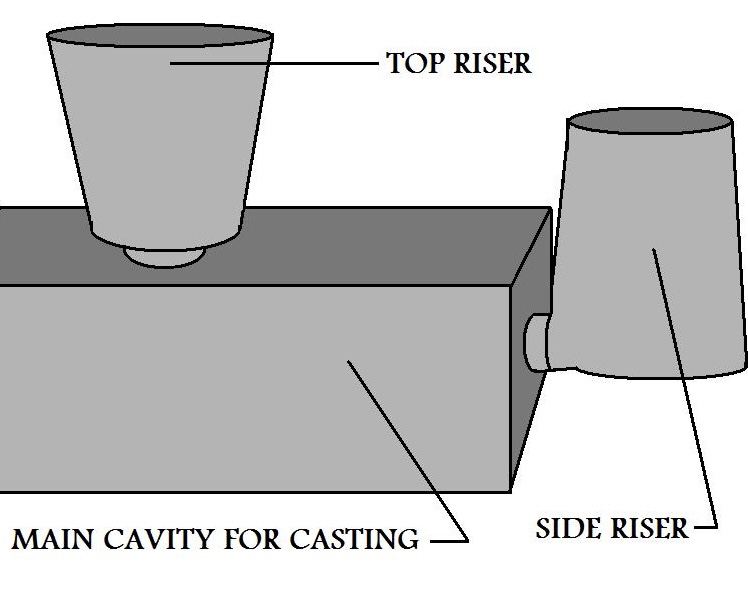
สำหรับการหล่อเหล็ก จะใช้ไรเซอร์หลัก 2 ประเภท:ตื่นเปิด และคนตาบอด- ไรเซอร์แบบเปิดจะถูกสัมผัสกับบรรยากาศ ในขณะที่ไรเซอร์แบบบอดจะถูกปิดไว้ภายในแม่พิมพ์ ไรเซอร์แบบบอดมีประสิทธิภาพมากกว่าในการลดการสูญเสียความร้อน
ไรเซอร์ควรอยู่ที่ส่วนที่หนักที่สุดของการหล่อซึ่งมีแนวโน้มที่จะเกิดการหดตัวมากที่สุด ขนาดและรูปร่างของไรเซอร์ควรได้รับการออกแบบเพื่อให้แน่ใจว่ามีโลหะหลอมเหลวในปริมาณที่เพียงพอ ตัวยกทรงกระบอกมักใช้เพื่อความสะดวกในการถอดออกและประสิทธิภาพในการป้อน ปลอกฉนวนและวัสดุคายความร้อนมักใช้เพื่อรักษาอุณหภูมิของไรเซอร์ เพื่อให้มั่นใจว่าจะหลอมเหลวได้นานกว่าการหล่อ
การออกแบบไรเซอร์สำหรับการหล่อเหล็ก
สำหรับการหล่อการลงทุนเหล็กโดยเฉพาะเหล็กสีเทาและเหล็กดัด เป้าหมายคือการจัดการลักษณะการขยายตัวระหว่างการแข็งตัว เหล็กบางประเภทต่างจากเหล็กตรงที่ขยายตัวในระหว่างขั้นตอนสุดท้ายของการแข็งตัว ช่วยลดความจำเป็นในการใช้ตัวยกขนาดใหญ่
คนตาบอด เป็นที่ต้องการสำหรับการหล่อเหล็กเนื่องจากประสิทธิภาพ สำหรับเหล็กดัด ไรเซอร์ขนาดเล็กมักเพียงพอเนื่องจากกราไฟต์ขยายตัวระหว่างการแข็งตัว
ไรเซอร์ที่เล็กกว่าและกะทัดรัดกว่าสามารถใช้สำหรับการหล่อเหล็กได้ รูปร่างอาจแตกต่างกันไป แต่ควรลดพื้นที่ผิวที่สัมผัสกับการสูญเสียความร้อนให้เหลือน้อยที่สุด ในขณะเดียวกันก็เพิ่มประสิทธิภาพการป้อนให้สูงสุด บางครั้งใช้ความเย็น (วัสดุที่ดูดซับความร้อน) ร่วมกับไรเซอร์เพื่อควบคุมอัตราการทำความเย็นและส่งเสริมการแข็งตัวในทิศทางไปทางไรเซอร์
.jpg)
การออกแบบไรเซอร์สำหรับอโลหะการหล่อโลหะผสม
โลหะผสมที่ไม่ใช่เหล็ก เช่น อลูมิเนียมและโลหะผสมทองแดง มีพฤติกรรมการแข็งตัวที่แตกต่างกันเมื่อเทียบกับโลหะที่เป็นเหล็ก จุดมุ่งหมายหลักคือการป้องกันข้อบกพร่อง เช่น ความพรุนจากการหดตัว และเพื่อให้แน่ใจว่าการเติมแม่พิมพ์เสร็จสมบูรณ์
สำหรับการหล่อที่ไม่ใช่เหล็ก จะใช้ทั้งไรเซอร์แบบเปิดและไรเซอร์ ขึ้นอยู่กับโลหะผสมและการออกแบบการหล่อ ไรเซอร์แบบเปิดนั้นพบได้ทั่วไปสำหรับการหล่อที่มีขนาดเล็ก ในขณะที่ไรเซอร์แบบบอดจะใช้สำหรับการหล่อที่มีขนาดใหญ่กว่า
โดยทั่วไปแล้วโลหะผสมที่ไม่ใช่เหล็กจะต้องวางไรเซอร์ไว้ที่จุดสูงสุดของการหล่อเพื่อใช้แรงโน้มถ่วง
ขนาดของไรเซอร์ต้องคำนึงถึงความหนาแน่นที่ลดลงและอัตราการหดตัวที่สูงขึ้นของโลหะผสมที่ไม่ใช่เหล็ก ไรเซอร์แบบเรียวหรือคอสามารถช่วยลดการสูญเสียความร้อนและปรับปรุงประสิทธิภาพการป้อนได้ ฉนวนเป็นสิ่งสำคัญสำหรับโลหะผสมที่ไม่ใช่เหล็ก เนื่องจากโดยทั่วไปแล้วจะแข็งตัวที่อุณหภูมิต่ำกว่า วัสดุคายความร้อนและปลอกฉนวนสามารถช่วยรักษาสถานะหลอมเหลวของไรเซอร์ได้เป็นระยะเวลานานขึ้น
เวลาโพสต์: Dec-20-2024